|
|
|||
|
2.2. Материалы из пластмасс
Планки направляющие предназначены для раздвижных стекол толщиной 4-5 мм и дверок, применяемых в изделиях мебели. По конструкции планки направляющие делятся на одинарные и двойные, а также на врезные и накладные (рис. 2). В табл. 9 указаны основные размеры планок направляющих одинарных накладных в мм. В табл. 10 приведены основные размеры планок направляющих двойных накладных в мм. 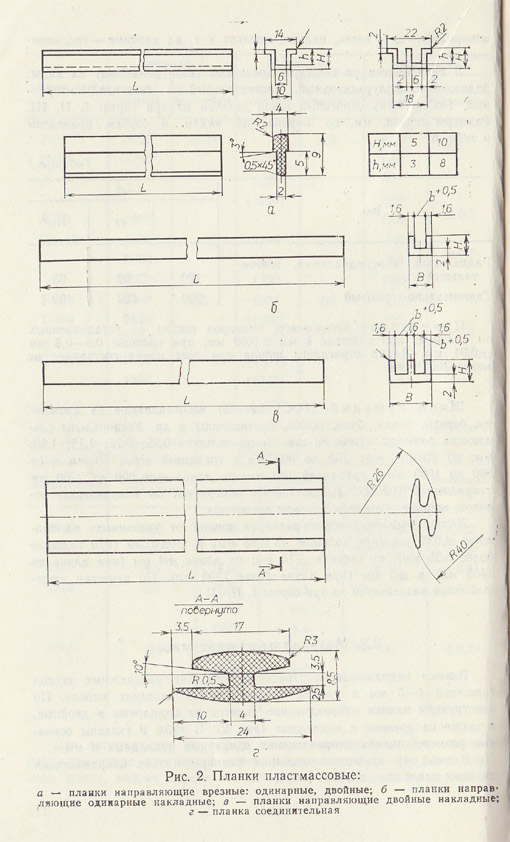
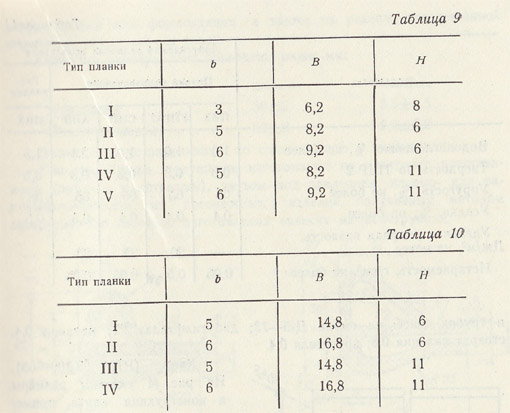
Длину для всех видов планок и их цвет устанавливают проектом. Материал: смола ПхВС-4 (МРТУ 6-01—63); сополимеры марок УПП-2 (СТУ 36-13-858—62) и СНП (СТУ 30-12514—63); этрол ацетилцеллюлозный марки 2ДТ-55 (ТУ М-157—57). Раскладки применяют для оформления кромок щитовых элементов мебели. Основные размеры и конструкция раскладок приведены на рис. 3. Они могут быть одно- и двух-цветными. Форму и цвет раскладки устанавливают конструкторской документацией на изделия. Физико-механические свойства планок направляющих и раскладок, выполненных из различных материалов, указаны в табл. 11. 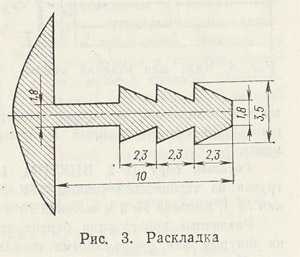
Шнуры и трубки. Изготовляют методом экструзии и применяют для плетения сидений и спинок кресел, стульев, шезлонгов. поливинилхлоридной композиции, идущей на изготовление шнуров и трубок, масс. ч.: смола Д-5-73; дибутилфталат 22; метанол 0,4, стеарат кальция 0,8; красители 0,4. 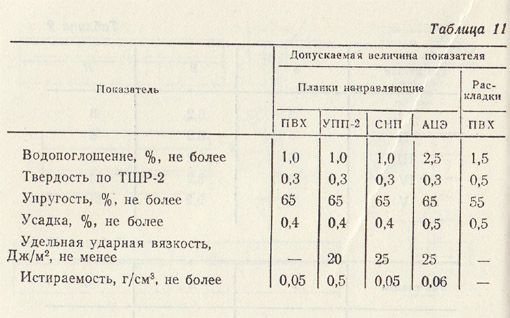
Кант (РТМ 08.109—65). На рис. 4 указаны размеры и конструкция канта, применяемого в изделиях мягкой мебели и стульях. Его изготавливают из поливинилхлорида методом экструзии. Длину канта и его цвет определяют в соответствии с конструкторской документацией на изделия. 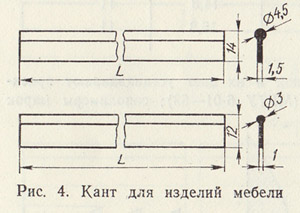
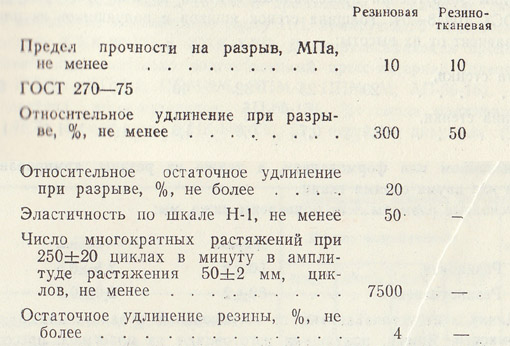
Борт. В мягких элементах мебели используют различные конструкции бортов. Различают борт готовый и сформированный в процессе изготовления мягкого элемента. Готовый борт (Р-2, ВПКТИМ, 1970) изготовляют методом экструзии из технической резины (ТУ МХП 233-54Р) трех видов: низкий № 1, высокий № 2 и высокий № 3 (рис. 5, а, б, в). Различные конструкции бортов крепят к рамке пружинного блока шнуром или проволочными скобами при помощи пневмопистол-тов. При креплении резинового борта (№ 1, 2, 3) скобы устанавливают с шагом 70—80 мм, при формировании борта из пластовых материалов — с шагом 30—40 мм. Ленты резиновые и резинотканевые. Применяют в качестве эластичного основания для мягких элементов мебели. Их изготовляют из технической (синтетический каучук СКС 30-А) листовой резины шприцеванием или формованием, а также из резины, армированной одним или двумя слоями ткани. Основные размеры лент приведены ниже, мм:
Емкости. Ящики, полуящики изготовляют из пластмасс прессованием (прямым и литьевым), литьем под давлением, пневмо- или вакуумформованием из погонажных изделий, полученных методом экструзии. От способов изготовления зависят их конструкции. 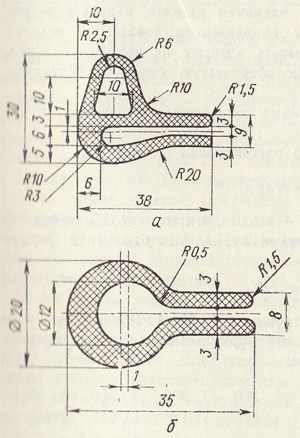
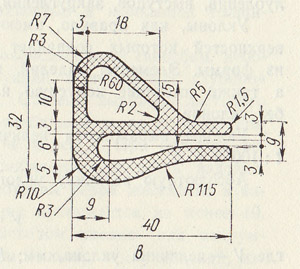
Рис. 5. Борты из пенорезины: а - борт низкий № 1; б - борт высокий № 2; в - борт высокий № 3
Техническая характеристика лент
Изготовление ящиков прессованием и литьем требует специальных металлических пресс-форм, сложных по конструкции и дорогих, поэтому данные способы целесообразны при массовом производстве. При конструировании изделий, получаемых прессованием и литьем, должны соблюдаться специальные технологические и конструктивные требования: наличие технологических уклонов, углублений, выступов, закруглений, а также условие равностенности. Уклоны, как правило, имеют элементы изделий, направление поверхностей которых совпадает с направлением извлечения изделия из формы. Элементы изделий, высота которых не превышает 5 мм, а также имеющие конусную или сферическую форму, проектируют без уклонов. Уклоны выражаются величинами нормальных отношений 1:50; 1:100 и т. д. Абсолютную величину уклона рассчитывают по формуле V = H tg а,
где V — величина уклона, мм; Н — высота, мм; а — угол наклона. При выражении угла величинами нормальных отношений формула принимает вид V = НК,
где К — величина нормального отношения 1:50; 1:100 и т. д. Ниже приведены рекомендуемые нормальные отношения и соответствующие им угловые величины: 
Условие равностенности выполнено, если в изделии величины толщин стенок находятся в пределх ±10% от их среднего значения. Величины закруглений прессованных изделий из пластмасс выбирают по ГОСТ 10948—64. Толщина стенок ящиков и полуящиков из пластмасс зависит от их высоты: 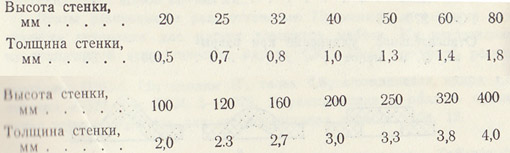
Максимальное значение толщины стенок изделий из термопластичных пластмасс высотой 20—80 мм составляет 3 мм; стенок высотой 100—400 мм 5—6 мм. Пневмо- и вакуумформование ящиков и других емкостей производят из листовых материалов. Формы изготовляют нз древесины, шпона, металла. Этот способ малопроизводителен, связан с большими отходами, однако требует простого оборудования и оснастки. Пневмо- и вакуумформование наиболее экономично и предпочтительно для производства изделий с большой поверхностью и небольшой толщиной стенок. При конструировании изделий, изготовляемых этим способом, необходимо стремиться к созданию конструкций с небольшой глубиной вытяжки и не имеющих острых углов. Степень вытяжки листового материала характеризуется отношением глубины изделия Н к его ширине В. Отношение Н/В должно быть не более 1. При больших величинах отношения Н/В значительно снижается жесткость изделия. В таких изделиях должны быть предусмотрены ребра жесткости в виде нервюр (рис. 6). Угол наклона стенок принимается не менее 10. Толщина стенок изделий, полученных методом пневмо- или вакуумформования, должна быть на 0,5—1,0 мм больше, чем у изделий, изготовленных прессованием. Наименьший радиус закругления углов принимают равным первоначальной толщине листового материала, из которого изготовляют изделие. Изготовление ящиков из погонажных элементов, полученных методом экструзии, отличается от приведенных выше способов тем, что позволяет значительно сократить трудозатраты и интенсифицировать процесс сборки. Для производства ящиков этим методом применяют частично пластифицированный поливинилхлорид, содержащий 7-15% пластификатора. Экструзия ПВХ-компознции производится при температуре 150—180°С и скорости 1,2 м/мин. На рис. 7 показан ящик, выполненный из погонажных профилей. Элементы, узлы и изделия мебели. Это спинки и сиденья стульев, стулья, каркасы кресел, диванов, секционная мебель из стеклопластика. Для изготовления элементов узлов и изделий мебели из стеклопластика применяют метод горячего прессования. В качестве связующего используют полиэфирную смолу ПН, армирующего материала — стеклохолст ХЖК-60-ГС и ХЖК-4-ГС. Для интенсификации процесса применяют предварительно подготовленный пресс-материал (препрег) марок ППМ-1, ППМ-2, ППМ-2М, ППМ-3, ППМ-5М, АП-66-151. 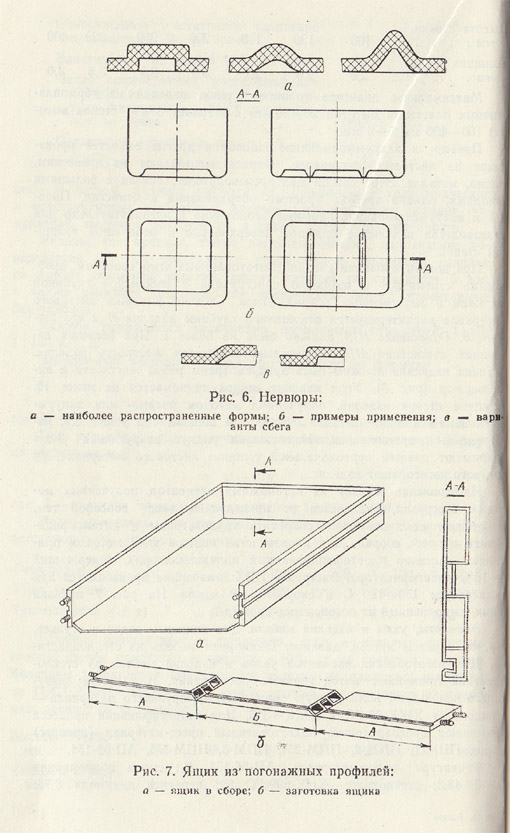
Рецептура пресс-материала АП-66-1Э1, %: смола полиэфирная ПН-3 48,3; стеклохолст ЖНК-809-ГС 29; перекись дикумола 0,75; жидкость ПЭС-5 1,5; каолин 15; тальк 4,8; алюминиевая пудра 1,5; аэросил А-175 1,4; ТГМ 3-0,075. Характеристика и область применения пресс-материалов для стеклопластиков даны в табл. 12. 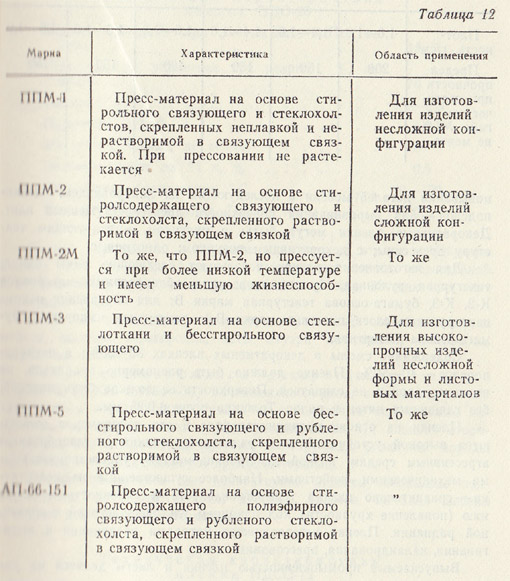
Физико-механические свойства стеклопластиков указаны в табл. 13. 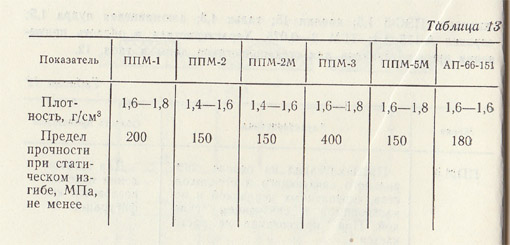
Декоративные элементы мебели. Пленки на основе пропитанных смолами бумаг с полной поликонденсацией смолы получают пропиткой специальной бумаги мочевиноформальдегидной смолой МФПС-1, клеевой карбамидной смолой КФ-Ж(М) или другими смолами с последующей сушкой бумаги и нарезкой ее на листы. По функциональному назначению пленки делят на декоративные и подслой. Декоративные пленки предназначены для облицовывания деталей мебели с последующим их лакированием, пленки-подслой — для выравнивания поверхности древесностружечных плит. Декоративные пленки могут быть: с рисунком, имитирующим текстуру древесины; с декоративным рисунком; однотипные. Для изготовления пленок используют следующие виды бумаг: текстурная рулонная, бумага-основа для облицовочных материалов К-2, К-3, бумага-основа текстурная марки В; для внутренних и компенсирующих слоев пластика марки В-1; текстурная импортная; бумага-основа импортная. Содержание смолы в декоративных пленках 30—35%; в пленках-подслое — 40—50%. Пленка должна быть равномерно пропитана, не иметь складок и не слипаться. Поверхность ее должна быть матовой, без глянцевых пятен и полос. Толщина пленки 0,25 мм. Пленки на основе поливинилхлорида и его сополимеров отличаются высокой устойчивостью к различным жидким и газообразным агрессивным средам, низкой газопроницаемостью, удовлетворительными механическими свойствами. Наиболее существенные их недостатки — сравнительно низкая термостабильность и склонность к старению (появление хрупкости) под влиянием ультрафиолетовой и солнечной радиации. Пленки изготавливают методами раздувания и вытягивания, каландрования, прессования. Выпускаемые промышленностью пленки и листы делятся на две группы: непластфицированные (содержат незначительное количество пластификаторов) — относительно пластичные и упругие, получаемые на основе поливинилхлорида (винипласта) и на основе сополимеров винилхлорида и метилметакрилата (винипрозы); пластифицированные — мягкие, получаемые в основном из поливинилхлорида, так называемые пластикаты. Пленки могут быть дублированы бумагой, фольгой. Их также выпускают с готовым клеевым слоем. Отделочно-декоративные пленки ПДО-20 поливинилхлоридные изготовлены каландровым способом с последующим нанесением на лицевую поверхность печатного рисунка и тиснения или только тиснения. 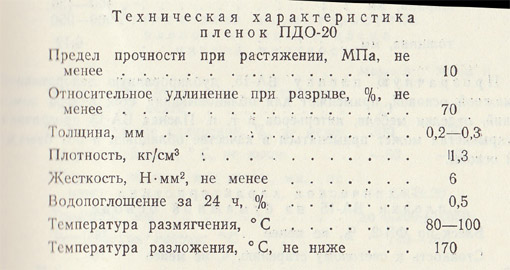
Пленка окрашивают в определенный цвет по эталонам. Окраска должна быть равномерной по всей поверхности пленки, светостойкой и не изменяться в процессе прессования в течение 30 мин при температуре 150° С. основное назначение отделочно-декоративных пленок — отделка мебели, панелей, перегородок, стен внутри помещений, интерьеров, встроенной мебели. Самоприклеивающаяся декоративная пленка ПДСО-12 (ГОСТ 5.1984—73) поливинилхлоридная, с клеевым слоем, защищенным подложкой из бумаги со специальным силиконовым покрытием, которую удаляют перед приклеиванием. На лицевой стороне пленки нанесен печатный рисунок, имитирующий различные породы древесины, камень, керамику и другие материалы. Пленка применяется для декоративной отделки специально подготовленных поверхностей стен, дверных полотен, бытовой мебели и мебели для общественных зданий. 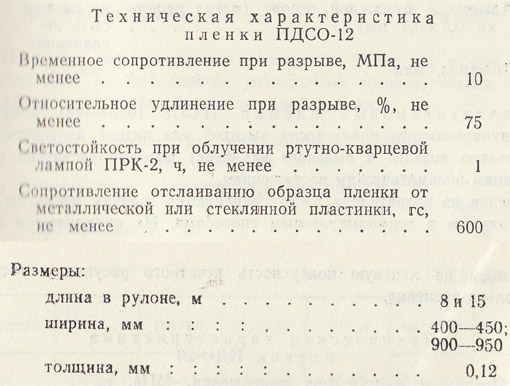
Прозрачную пленку ВА-15, дублированную декоративной бумажной основой, применяют для облицовывания стен внутри помещений, отделки мебели, интерьеров и т. п. Пленка ВА-15 прозрачная и укрывистая может применяться в качестве облицовки и без бумажной основы. Техническая характеристика пленки ВА-15 на бумажной основе
Блеск по ФБ-2, %, не менее 65 Стойкость к световому старению, ч, не менее 10 Теплостойкость по ВИКа, ° С, не менее 50 Морозостойкость, 0 С, не более 30 Жесткость, Н-мм2, не менее 4 Адгезия пленки к бумажной основе (метод решетки 0,5x0,5 мм) - не должно быть отслаивания Толщина, мкм: 300±20 Прозрачную ацетилцеллюлозную пленку, дублированную декоративной бумажной основой, применяют для отделки мебели, интерьеров и т. п. Техническая характеристика ацетилцеллюлозной пленки
Теплостойкость по ВИКа, ° С, не менее 70 Морозостойкость, ° С, не более 20 Стойкость к световому старению, ч, не менее 7 Адгезия к бумажной основе (метод решетки 0,5x0,5 мм) - не должно быть отслаивания Толщина, мкм: 300±20 Полиэтиленовые пленки (ГОСТ 10354—73) получают из гранулированного полиэтилена высокой или низкой плотности (соответственно низкого и высокого давления) методом экструзии с последующим пневматическим растяжением. Пленки из полиэтилена легко свариваются горячим воздухом термоконтактным и термоимпульсным способами. Их применяют в качестве влагонепроницаемого защитного материала, для упаковки различных деталей и изделий. 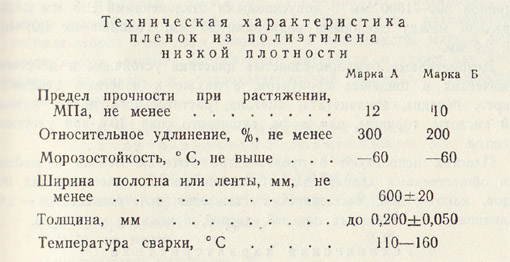
Полиэтиленовую пленку с липким слоем (ВТУ 33070—60) выпускают шириной 80... 150±4 мм, длиной не менее 5 м и толщиной 65—95 мкм с тонким покровным слоем полиизобутилена. Ее применяют для склеивания полиэтиленовой пленки и при упаковке. Полипропиленовая пленка по своим свойствам близка к полиэтиленовой пленке высокой плотности, отличаясь от нее повышенной теплостойкостью и прочностью, но уступает в морозостойкости и стойкости к атмосферному старению. Эту пленку применяют для тех же целей, что и полиэтиленовую. 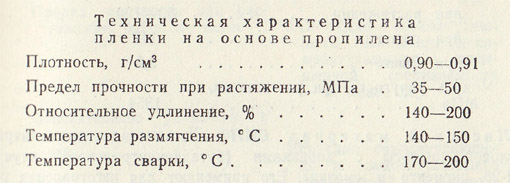
Пленка упаковочная марки В-118 на основе винилхлорида идет на изготовление упаковочных мешков, чехлов, различных оберток и отвечает следующим требованиям: Предел прочности при растяжении в продольном направлении, МПа, не менее 11 Относительное удлинение при разрыве, %, не менее 140 Морозостойкость, С до —25 Декоративные бумажно-слоистые пластики (ГОСТ 9590—76) выпускают в виде листов длиной 1000—3000 мм, шириной 600—1600 мм с допускаемыми отклонениями ±5 мм и интервалом между смежными размерами 25 мм. Толщина их 1,0; 1,3; 1,6; 2,0 мм. Декоративные бумажно-слоистые пластики устойчивы к действию химических и пищевых продуктов, а также к действию этилового спирта, бензина, этилацетата, ацетона, растительного масла, лимонной кислоты, горчицы, чая, кофе, вишневого сока, 10%-ной уксусной кислоты. Пластик используют в производстве бытовой мебели и мебели для общественных зданий, для облицовки вагонов пассажирских поездов, кают судов, пассажирских самолетов, в строительстве — для облицовки стен, стеновых панелей, дверей, прилавков магазинов. 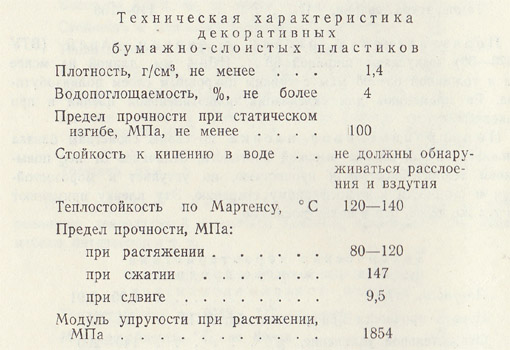
Листовой материал СНП — смесь сополимера нитрила акриловой кислоты с добавками (бутадиеннитрильного каучука СКН-26, пигмента и смазки). Его применяют для изготовления различных технических изделий, получаемых вакуумформовапием и штампованием (детали домашних холодильников, емкости для изделий мебели, щитки приборов и др.). Листовой ударопрочный полистирол УП-1Э выпускают двух марок: ПВФ — для деталей технического назначения, изготовляемых вакуумформованием (корпусы приборов, декоративные изделия, фигурная тара); ПО — для облицовочных покрытий. Листы полистирола легко свариваются термоконтактным способом, а также -горячим воздухом. Эластичные материалы для изготовления мягких элементов мебели. Полиуретановый эластичный пенопласт на основе простых полиэфиров — продукт взаимодействия простого полиэфира с диизоцианатом в присутствии катализаторов и стабилизаторов пены. Его применяют в производстве мягкой мебели и стульев в качестве настилочного материала, а также как амортизационный, звуко- и теплоизоляционный материал. Поставляют в блоках и листах. Техническая характеристика полиуретанового пластичного пенопласта на основе простых полиэфиров
Кажущаяся плотность, кг/м3: 35±5; 40+5, 45±5 Предел прочности на разрыв, МПа, не менее 0,08 Относительное удлинение, %, не менее 100 Остаточная деформация, %, не более 10 Полиуретановый эластичный пенопласт на основе полиэфира П-2200 получается взаимодействием сложного полиэфира П-2200 с диизоцианатом в присутствии активатора и эмульгирующих добавок. 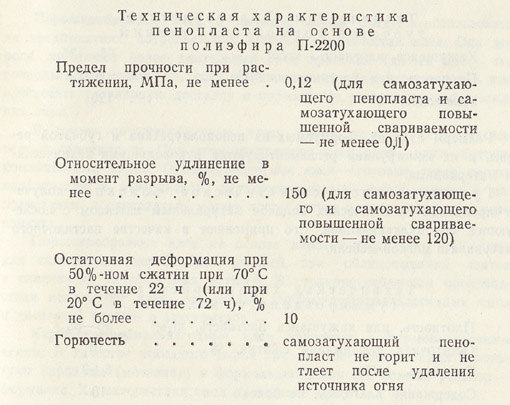
Пенопласт используют в различных отраслях народного хозяйства в качестве настилочного, амортизационного, звуко- и теплоизоляционного материала. Его широко применяют для дублирования тканей и пленок высококачественным свариванием и склеиванием. Материал сохраняет эластичные свойства в интервале температур от —15 до +100° С, негигроскопичен, стоек к действию бензина и смазочных масел. Кажущаяся плотность — от 25 до 60 кг/м3 в листах или блоках. Эластичный пенополиуретан холодного формования применяют в производстве мягкой мебели для получения готовых беспружинных мягких элементов заливкой в форму. 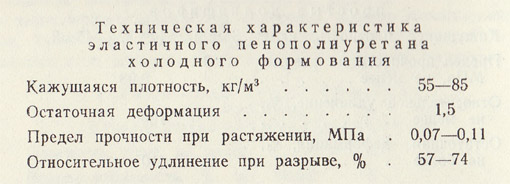
Губчатую резину формованную применяют, как и эластичный пенополиуретан холодного формования, для изготовления изделий мягкой мебели подушечного типа. 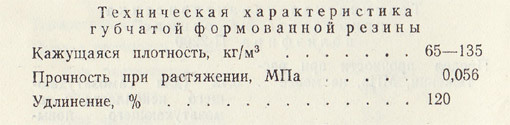
Размеры изделий, формуемых из пенополиуретана и губчатой резины, и их конструкции регламентируются руководящими техническими материалами. Гуммированное синтетическое волокно получают пропиткой синтетических волокон натуральным латексом с последующей его вулканизацией. Его применяют в качестве настилочного материала в мягкой мебели. 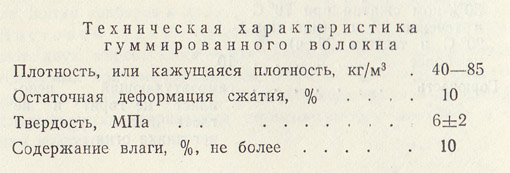
Винипор эластичный — поропласт с равномерной открыто-пористой структурой, который получается беспрессовым методом насыщением пасты на основе поливинилхлоридной смолы углекислым газом под давлением с последующей желатинизацией пены в токах высокой частоты и конвекционным подогревом. Винипор выпускают двух марок — С и Д. Его применяют в качестве обивочного материала в производстве мягкой мебели, для обивки сидений и панелей дверей автомобилей. 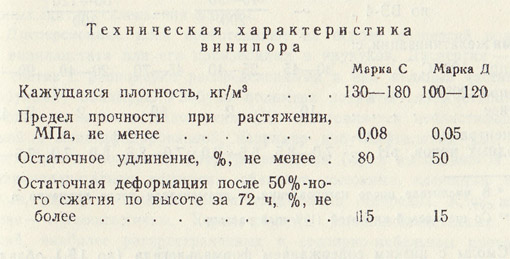
-----------------------------
|
||

Используются технологии uCoz