|
|
|||
|
3.7. Сборка
По конструктивным признакам выделяют сборку рамок, коробок и корпусов. Рамочные конструкции собирают несколькими способами: при открытых сквозных шипах движением силовых органов в двух взаимно перпендикулярных направлениях; при соединении с потемком или на круглый вставной шип — перемещением в одном направлении; при смешанных видах шипов — последовательным перемещением силовых упоров в двух направлениях; при угловом шиповом соединении на ус сжатием по диагонали. Если рамки в дальнейшем облицовываются листовым материалом, угловые соединения собирают впритык И крепят П-образными скобами или волнистыми скрепками. Кроме плоских рамок собирают объемные рамочные изделия — табуреты, стулья. Их окончательная сборка аналогична сборке корпусов. Коробки или ящики собирают из деталей, соединяемых между собой широкими сторонами на прямой ящичный шип, шип ласточкин хвост и круглые вставные шипы. Корпуса изделий собирают из щитов и рамок. Взаимное расположение стенок корпусов может быть различным: с вертикальными и горизонтальными проходными стенками; со смешанным расположением стенок. Соединение стенок на ус используют в корпусах малых размеров. При сборке корпусов силовые упоры перемещаются в одном направлении, в двух направлениях, по диагональным направлениям. Схемы сборки показаны на рис. 36. 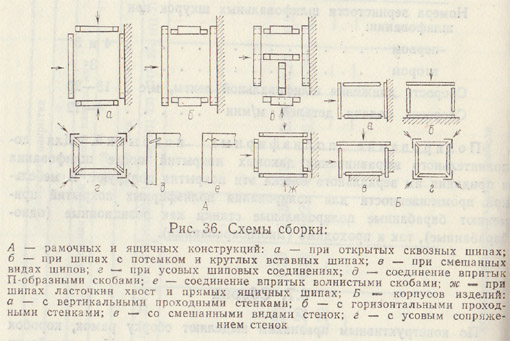
Рамки и коробки (ящики) имеют неразъемные соединения. Корпуса собирают на неразъемных и разъемных соединениях. Неразъемные соединения применяют в небольших изделиях, разъемные — в изделиях значительных габаритных размеров при поставке в разобранном виде. В разъемных соединениях используют шканты (для фиксации положения), различного вида стяжки (для жесткого соединения) и петли (для подвижного соединения). Перед сборкой детали проверяют калибрами. Сборку ведут по разработанным технологическим режимам. При механизированной сборке используют шаблоны и механизированный ручной инструмент (ручные сверлилки шуруповерты) для установки и крепления фурниЛ туры в заранее выбранных гнездах. Автоматизированный процесс монтажа производится на специализированных станках. Конструкция сборочных станков зависит от конструкции собираемых узлов и изделий. Станки обеспечивают плоскостную (для рамок) и объемную (для коробок, ящиков, корпусов) сборку. Для сборки крупногабаритных изделий применяют поворотные сборочные механизмы. Удельный вес сборочных операций в общих затратах времени значителен: в производстве столярно-строительных изделий он составляет 20—35%, в мебельном производстве 25—50%. Процесс сборки узлов сопровождается склеиванием, а для склеивания нужна выдержка, что затрудняет его механизацию и автоматизацию. В массовом производстве сборка осуществляется на конвейерах, что повышает производительность на 60—120% по сравнению с ручной. Технологический процесс сборки можно разделить на три стадии: предварительная, общая и окончательная. В зависимости от конструкции изделия и выбранной схемы технологического процесса сборочные операции выполняют в различной последовательности (рис. 37). На сборку поступают готовые отделанные щиты с отверстиями под фурнитуру, собранные ящики, задние стенки, зеркала, фурнитура. Примерный состав операций на конвейерах при полной борке изделий следующий. 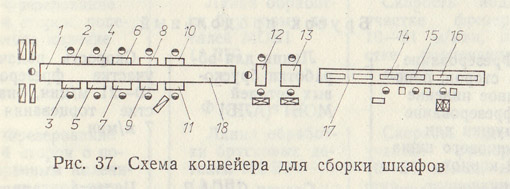
1. Для предварительной сборки детали поступают с промежуточного склада и на рабочих местах 1—11 около пластинчатого конвейера 18 на щиты крепят лицевую и крепежную фурнитуру (замки, защелки, задвижки, остановы, футорки, петли, стяжки), собирают узлы (соединяют боковую стенку с дверью, крепят полозки, планки подполочные, планки притвора). 2. Общая сборка проводится в сборочных станках из деталей и узлов, поступающих с предварительной сборки: собирается каркас изделия, крепится зеркало и задняя стенка (рабочие места 12, 13). 3. Окончательная сборка проходит на напольном конвейере 17 и включает крепление ручек, установку заглушек и колпачков, штанг, стекол, проверку работы фурнитуры, комплектование изделий полками, ящиками, освежение поверхности (рабочие места 14, 15, 16). Готовые изделия отправляют на склад для упаковки. Упаковка должна обеспечивать сохранность изделия при складировании и транспортировании. Хранить изделия следует в условиях, при которых они не теряют качеств, предусмотренных техническими описаниями. На близкие расстояния транспортировать изделия следует в собранном виде, а при дальних перевозках целесообразно перевозить изделия, особенно корпусную мебель, после предварительной сборки. Общую и окончательную сборку рационально организовывать на местах потребления. -----------------------------
|
||

Используются технологии uCoz