|
|
|||
|
3.2. Механическая обработка заготовок
Создание базовых поверхностей. Базовые поверхности создают у брусковых заготовок, имеющих поперечное и продольное коробление вследствие возникновения неравномерных напряжений при сушке. Для создания у заготовок базовых поверхностей применяют фуговальные станки. Обработка заготовок в размер. После создания базовой поверхности заготовки обрабатывают на рейсмусовых станках в размер по толщине с одновременным достижением параллельности противоположных сторон. На мебельных предприятиях для обработки заготовок в размер часто применяют четырехсторонние строгальные станки с фуговальным устройством. При работе на них обеспечивается самая высокая производительность. Калибрование заготовок щитов из древесностружечных плит. Поставляемые мебельным предприятиям древесностружечные плиты могут иметь отклонения по толщине в пределах ±0,3, что в производстве мебели недопустимо. Поэтому после раскроя на заготовки древесностружечные плиты калибруют. Желательно производить двустороннее калибрование, т. е. обрабатывать плиты сразу с двух сторон. В древесностружечных плитах при их изготовлении возникают внутренние напряжения, которые в готовой плите уравновешивают. При снятии слоя только с одной стороны это равновесие нарушается, в результате чего возможно коробление щитов. Калибруют древесностружечные плиты на широколенточных шлифовальных станках. Точность калибрования на них составляет ±0,1 мм. Торцевание заготовок. Для придания деталям точной длины и получения ровного, чистого реза деталь должна пройти операцию торцевания. На мебельных предприятиях для этих целей применяют двухпильные концеравнители или однопильные станки с кареткой. Двухпильные концеравнители имеют механическую подачу и большую производительность, а однопильные станки с кареткой позволяют торцевать детали под любым углом. Схемы организации рабочих мест при строгании и чистовом торцевании показаны на рис. 9. 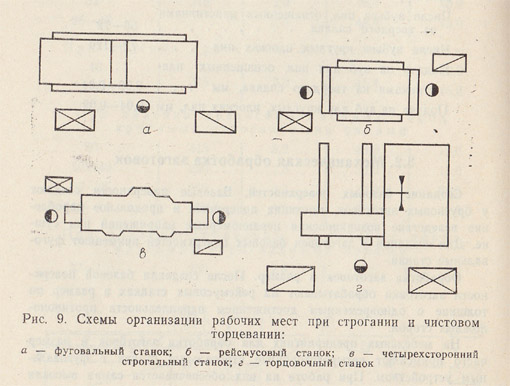
Формирование шипов. Прямоугольные рамные шипы формируют на одно- или двусторонних шипорезных станках. На небольших предприятиях при малосерийном производстве эти операции выполняют на фрезерных станках ФШ-4 или ФСШ с шипорезной кареткой. Ящичные шипы формируют на специальных шипорезных станках одно- и двустороннего типа ШПА-40 и Ш2ПА. Режущим инструментом на шипорезных станках служат двухрезцовые фрезы-крючья, насаженные на один общий вал и отделенные друг от друга калиброванными шайбами — прокладками. Фрезерование. Фрезерованием называется обработка вращающимся режущим инструментом перемещающегося материала. Под фрезерованием принято понимать обработку различного рода профилей на прямых и криволинейных кромках брусков, выборку фальцев, и т. д. Фрезеруют детали на фрезерных станках типа Ф-4. Эту операцию осуществляют по линейке (рис. 10) и по кольцу. 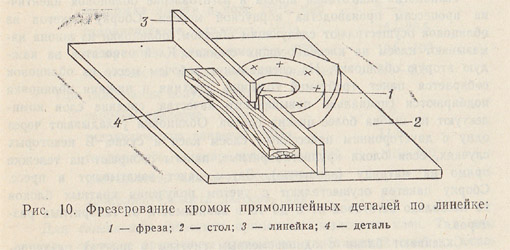
Выборка продолговатых гнезд и отверстий. Продолговатые гнезда и отверстия предназначены для шиповых соединений. Их выбирают на цепнодолбежных станках ДЦА-3 и сверлильно-пазовальных станках СВПА-2. Схемы организации рабочих мест при фрезеровании шипов показаны на рис. 11. 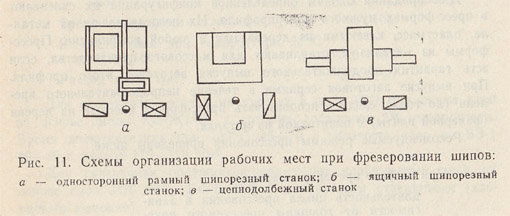
Сверление круглых отверстий. В изделиях мебели круглые отверстия и гнезда имеют различное назначение: от шкантового соединения деталей до установки различной фурнитуры. Для сверления круглых отверстий применяют одно- и многошпиндельные станки. Отверстия сверлят в пластях и в кромках. В настоящее время в промышленности применяют комбинированные вертикально-горизонтальные многошпиндельные станки для сверления отверстий в пластях и кромках одновременно за одну установку. -----------------------------
|
||

Используются технологии uCoz