|
|
3.6. Отделка
Отделку мебели можно разделить на несколько самостоятельных стадий: шлифование древесины, крашение, грунтование, лакирование, шлифование лаковых
покрытий и их полирование.
Классификация лаковых покрытий устанавливается ОСТ 13-26—74 (табл. 20).
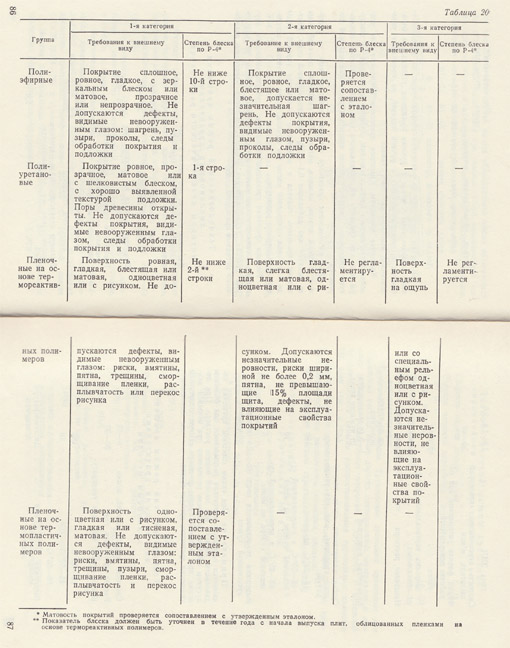
По указанному ОСТу все покрытия делятся на группы и категории в зависимости от материалов, из которых они сформированы, и свойств, которые
определяют качество покрытий.
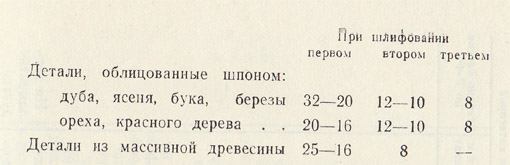
Подготовка к лакированию. Для уменьшения неровностей поверхности древесины, вызванных ее анатомическим строением или предыдущей
обработкой, эти поверхности шлифуют. Для шлифования древесины применяют шлифовальные шкурки на тканевой основе (ГОСТ 13344—79) и бумажной основе
(ГОСТ 6456—75).
Номера шлифовальных шкурок, применяемых для шлифования различных пород древесин, следующие:
Шлифуют древесину на различном оборудовании: на узколенточных шлифовальных станках с ручным прижимом утюжка; на барабанных и дисковых станках с
ручной подачей, на проходных узколенточных и широколенточных станках.
Крашение древесины. Крашение древесины применяют для усиления естественного цвета древесины, лучшего выявления ее текстуры или для
придания ей одинакового тона. Для крашения используют анилиновые водорастворимые красители различных марок и поренбейц.
Для изготовления красителей следует применять воду, не содержащую солей железа, кальция, магния. Для смягчения обычной воды ее кипятят или добавляют
0,1—0,5% кальцинированной соды. Растворяют краситель сначала в небольшом количестве горячей воды до получения однородной массы без комков, затем добавляют
остальную воду согласно рецептуре.
Методы крашения древесины различные: вручную, тампоном, окунанием, пневматическим распылением, струйным обливом, на вальцовых станках. Технологические
режимы крашения древесины различными методами приведены ниже:
Технологический режим крашения анилиновыми красителями методом пневматического распыления
- Давление воздуха при входе в краскораспылитель, МПа, при крашении:
- сухим способом...0,5—0,6
- полусухим способом...3,5—4,0
- Давление воздуха на раствор красителя, МПа...0,01—0,05
- Расстояние от сопла краскораспылителя до обрабатываемой поверхности, мм, при крашении:
- сухим способом...400—500
- полусухим способом...250—300
- Диаметр отверстия сопла краскораспылителей:
- КРУ-1...2,0
- типа ЗИЛ...1,5; 1,8; 2,0
- Скорость перемещения краскораспылителя, м/мин...30—40
- Форма факела распыления при обработке поверхностей:
- узких...круглая
- широких вертикальных и горизонтальных...широкая
- Нанесение раствора...вдоль волокон перекрывающимися по краям полосами
- Количество нанесений...1—3 (в зависимости от нужного тона)
- Сушка поверхности после полусухого крашения, мин, при температуре:
- 18—23°С, не менее...180
- 45—50°С, в конвекционной сушильной камере, не менее...10
- 80—85°С в конвекционной сушильной камере, не менее...5
- Выдержка до остывания после искусственной сушки...До температуры помещения
Примечание. Под сухим способом крашения понимается нанесение красителя
распылением под большим давлением воздуха при малой подаче раствора. При полусухом способе краситель распыляют при меньшем давлении при большей подаче
раствора. После полусухого крашения древесина требует сушки.
Технологический режим крашения анилиновыми красителями вальцовым методом
- Скорость подачи деталей, м/мин...6—12
- Расход красителя, г/м2...20—30
- Время сушки, мин, при температуре:
- 18—23° С...180
- 45—50° С...10
- 80—85° С...5
- Выдержка после сушки...До температуры помещения
Технологический режим крашения поренбейцем на вальцовых станках
- Скорость подачи детали, м/мин...5—15
- Рабочая вязкость поренбейца по ВЗ-4 при 20 С, с...205
- Сухой остаток, %...18—20
- Расход красителя, г/м2...20—30
- Время сушки при 40—45° С, мин...10
Грунтование древесины. Грунтование древесины применяют для сокращения расхода более дорогих лакокрасочных материалов и лучшего
сцепления последующих покрытий с древесиной. В мебельной промышленности самыми распространенными грунтовками являются ПК, БНК, ПМ-1 и ПВА.
При грунтовании древесины применяют следующие методы: вручную, пневматическим распылением, вальцами, наливом.
Технологические режимы грунтования приведены ниже:
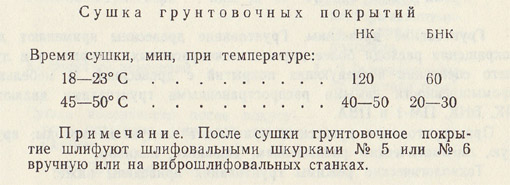
Технологические режимы грунтования грунтовками НК и БНК
Методом пневматического распыления
- Рабочая вязкость грунтовочного состава по ВЗ-4 при 20° С, с...30±5
- Давление воздуха, МПа, на входе в краскораспылитель:
- КРУ-1...0,3—0,4
- типа ЗИЛ...0,4—0,45
- Диаметр отверстия сопла краскораспылителя, мм:
- КРУ-1...2,2
- типа ЗИЛ...1,5; 1,8; 2,0
- Расстояние от сопла до грунтуемой поверхности, мм, при работе с краскораспылителями:
- КРУ-1...250—300
- типа ЗИЛ...300—350
- Форма факела распыления при грунтовании поверхностей:
- узких...круглая
- широких в горизонтальном и вертикальном направлениях...широкая вертикальная и горизонтальная
Методом налива
- Рабочая вязкость грунтовочного состава по ВЗ-4 при 18—23° С, с...30±5
- Расстояние от головки лаконаливной машины до грунтуемой поверхности, мм...100±10
- Количество нанесений...1
- Расход грунтовочного состава, г/м2...135 ±15
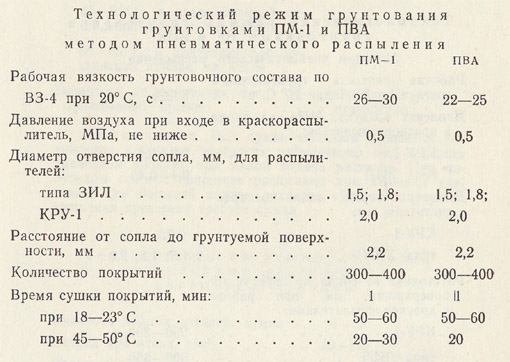
Технологический режим грунтования грунтовками ПМ-1 и ПВА методом пневматического распыления
При отделке мебели в электростатическом поле высокого напряжения на изделия перед нанесением лака наносят токопроводящий состав для повышения
электропроводности. Состав токопроводящего состава следующий: 7 мас. ч. алкамана в 93 мас. ч. уайтспирита. Методы нанесения токопроводящего состава:
пневматическое распыление, окунание, вручную. Технологический режим нанесения токопроводящего состава методом пневматического распыления следующий:
- Вязкость токопроводящего состава по ВЗ-4 при 18—23° С, с...не регламентируется
- Давление воздуха при входе в краскораспылитель, МПа...0,35—0,4
- Диаметр отверстия сопла, мм:
- для распылителя КРУ-1...2,2
- для распылителя типа ЗИЛ...1,5—1,8
- Количество нанесений...1
- Расход токопроводящего состава, г/м2...110—130
- Выдержка покрытий при 18—23° С, мин, не менее...15
Примечание. Расход токопроводящего состава при нанесении методом окунания
120—160 г/м2, вручную 60—80 г/м2.
Лакирование древесины. Эту операцию производят для создания защитных декоративных покрытий. Лакируют древесину следующими методами:
вручную, пневматическим распылением, наливом, окунанием, вальцами, в электростатическом поле высокого напряжения.
Лакирование полиэфирными лаками. В настоящее время в мебельной промышленности применяют следующие полиэфирные лаки: ПЭ-246, ПЭ-265, ПЭ-251Б.
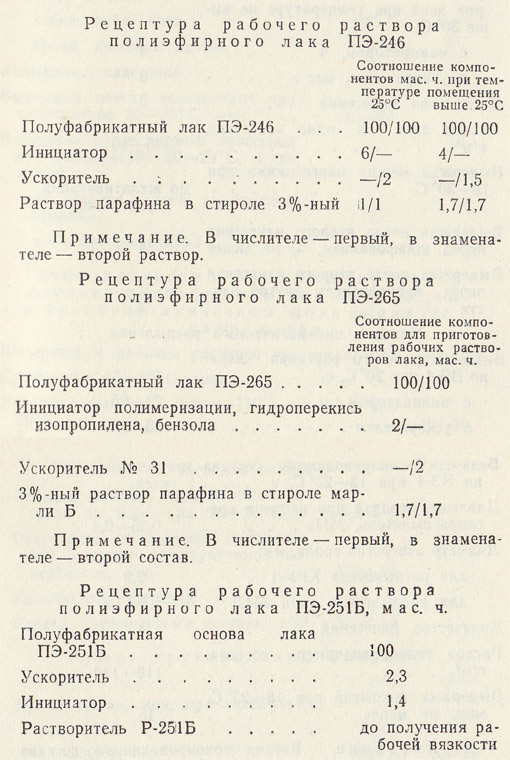
Рецептуры рабочих растворов полиэфирных лаков приведены ниже:
Рецептура рабочего раствора полиэфирного лака ПЭ-246
Технологические режимы лакирования мебели приведены ниже:
Технологический режим лакирования мебели полиэфирным лаком ПЭ-246
Методом налива
- Вязкость рабочих растворов лака по ВЗ-4 при 20° С, с:
- с ускорителем...31±3
- с инициатором...31±3
- Жизнеспособность рабочих растворов лака при температуре не выше 30° С:
- с инициатором, ч...4
- с ускорителем, мес...8
- Количество нанесений...2
- Расход лака за одно нанесение, г/м2...330±10
- Выдержка между нанесениями при 18—30° С...до желатинизации первого слоя
- Выдержка после второго нанесения перед шлифованием, ч, не менее...24
- Выдержка после второго нанесения перед лакированием другой пласти...3
Методом пневматического распыления
- Вязкость рабочего раствора лака по ВЗ-4 при 20° С, с:
- с инициатором...23—25
- с ускорителем...23—25
- Давление воздуха при входе в краскораспылитель, МПа...0,20—0,25
- Диаметр сопла, мм...2; 2,2
- Расстояние от сопла до лакируемой поверхности, мм...250—300
- Количество нанесений...3—4
- Выдержка между нанесениями при 18—23° С, мин...15—20
- Выдержка после последнего нанесения, мин...20—30
- Отверждение лаковой пленки при 18—30° С, не менее...24
Технологический режим лакирования мебели полиэфирным лаком ПЭ-265
- Вязкость рабочих растворов лака, с...33±3
- Жизнеспособность рабочих растворов лака при температуре не выше 25° С, ч, не менее...24
- Расстояние от головки лаконаливной машины до обрабатываемой поверхности, мм...100±10
- Расход рабочего раствора лака, г/м2, при отделке щитов, облицованных шпоном:
- ясеня, дуба, бука...295
- ореха, красного дерева...265
- Количество нанесений...2
- Выдержка между нанесениями при температуре 20—25° С, мин...15—25
- Выдержка после второго нанесения при температуре 20—25° С, ч, не менее:
- до отделки кромок и обратной стороны...1
- до облагораживания...3
Технологический режим лакирования стульев полиэфирным лаком ПЭ-251 «Б» в электростатическом поле высокого напряжения
- Выдержка в рабочем растворе красителя, мин 0,2—0,5
- cушка при 45—60° С, мин...15
- Рабочая вязкость грунта ПС-1 по ВЗ-4 при 20° С, с...16—20
- Скорость погружения в грунтовочный состав, м/мин...1,5—2,0
- Скорость выгружения, м/мин...1,0
- Количество нанесений...1
- Время выдержки в грунтовочном составе, мин...0,5
- Сушка при 45—60° С, мин...20
- Вязкость токопроводящего состава по ВЗ-4, с...16—20
- Сушка токопроводящего состава при 45—60° С, мин...15
- Вязкость лака по ВЗ-4 при 20° С, с...20—22
- Расход лака на один стул, г...55—75
- Напряжение на коронирующем электроде, кВ...110
- Выдержка после первого покрытия при 18—20° С, мин...5
- Сушка при 45—60° С, мин...10
- Выдержка после второго покрытия при 18—20° С, мин...10
- Сушка при 60—80° С, мин...40
Лакирование полиуретановыми лаками. В мебельной промышленности для создания полиуретановых покрытий применяют полиуретановый лак УР-277М.
Он может быть глянцевым и матовым.
Рецептура полиуретанового лака УР-277М и технологический режим лакирования мебели приведены ниже:
- Компоненты, маc ч.:
- полуфабрикатный лак УР-277М...100
- отвердитель...75—90
- растворитель...до рабочей вязкости
- Вязкость рабочего раствора лака по ВЗ-4, с...14—17
- Количество нанесений...1
- Расход лака:
- с закрытыми порами...80
- с открытыми порами...80—100
- Выдержка покрытия при температуре:
- 18—23° С, ч...2
- 60° С, мин...30
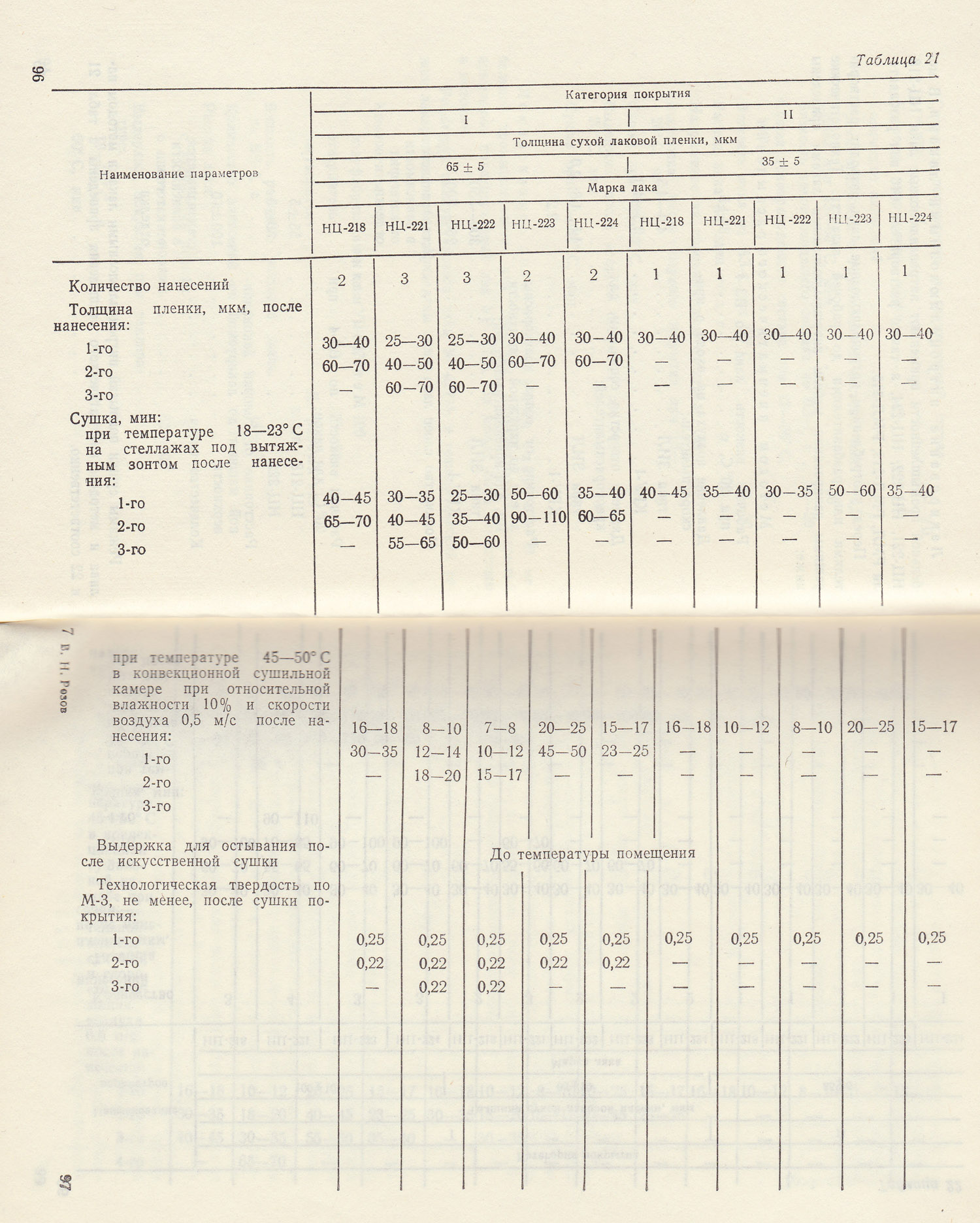
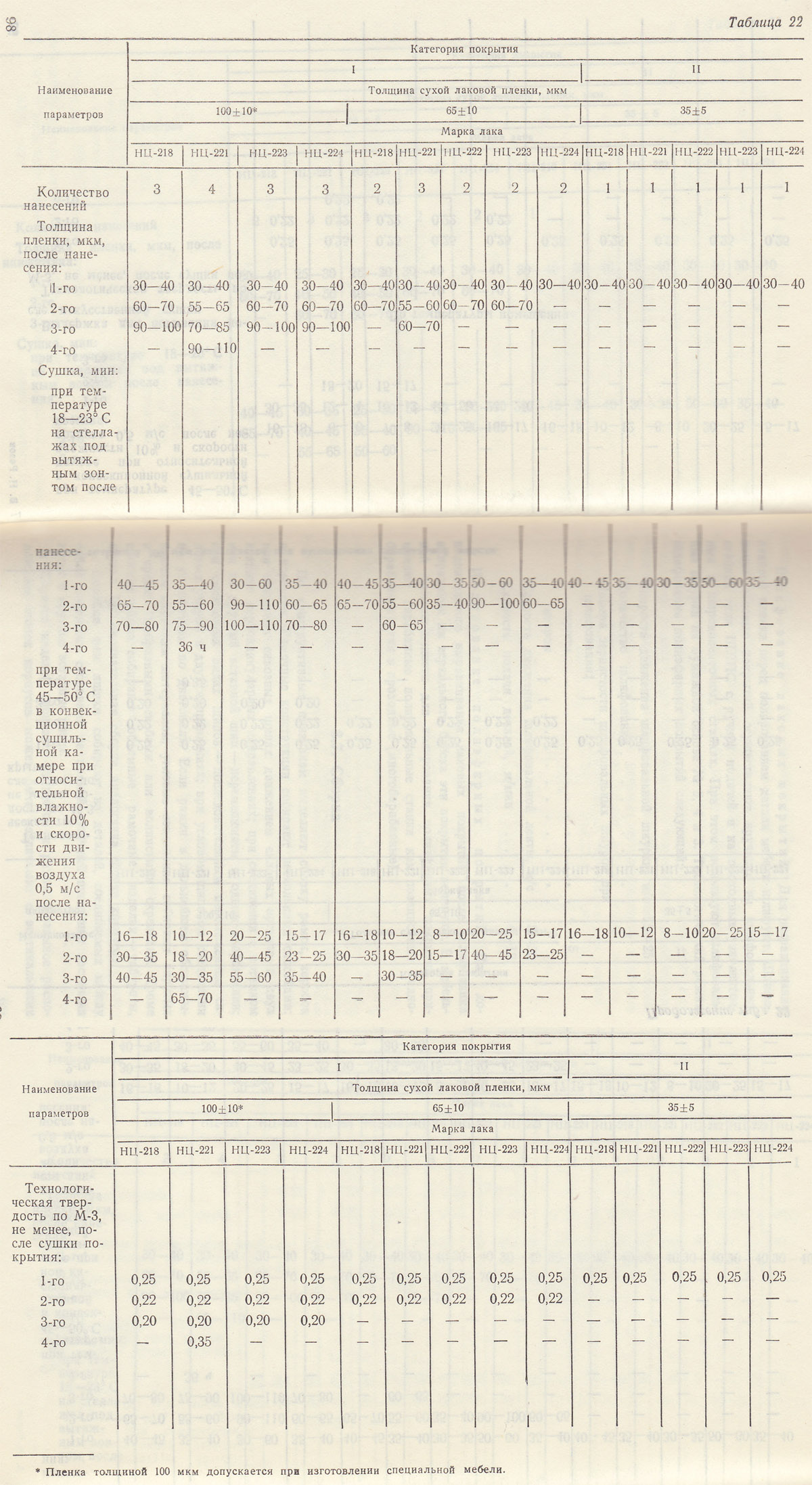
Лакирование нитроцеллюлозными лаками. В мебельной промышленности применяют нитроцеллюлозные лаки НЦ-218, III1-221, НЦ-222, НЦ-224, а также
растворители 646 или разбавители РМЛ, РМЛ-219, РМЛ-315.
Перед употреблением нитроцеллюлозные лаки разводят растворителями или разбавителями до рабочей вязкости. Технологические режимы лакирования мебели
нитроцеллюлозными лаками приведены ниже:
Методом пневматического распыления
- Рабочая вязкость лака по ВЗ-4 при 20° С, с...30±5
- Давление воздуха на входе в краскораспылитель:
- типа ЗИЛ...4,0—4,5
- КРУ-1...3,5—4,0
- Диаметр отверстия сопла, мм, для краскораспылителей:
- типа ЗИЛ...1,5; 1,8; 2,0
- КРУ-1...2,2
- Расстояние от сопла краскораспылителя до наружной поверхности, мм, для краскораспылителей:
- типа ЗИЛ...300—350
- КРУ-1...250—300
- Количество слоев лака...Устанавливается в зависимости от категории отделки
Методом налива
- Рабочая вязкость по ВЗ-4 при 20° С, для лаков:
- НЦ-218...55±5
- НЦ-222...30±5
- Расстояние от головки лаконаливной машины до лакируемой поверхности...100±10
- Количество слоев...Устанавливается в зависимости от категории отделки
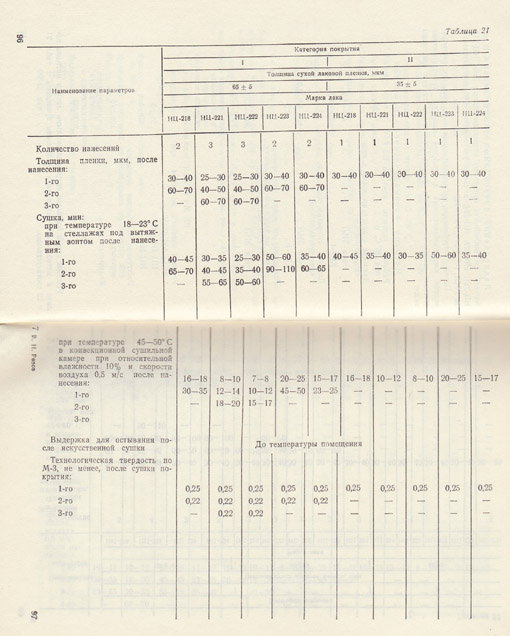
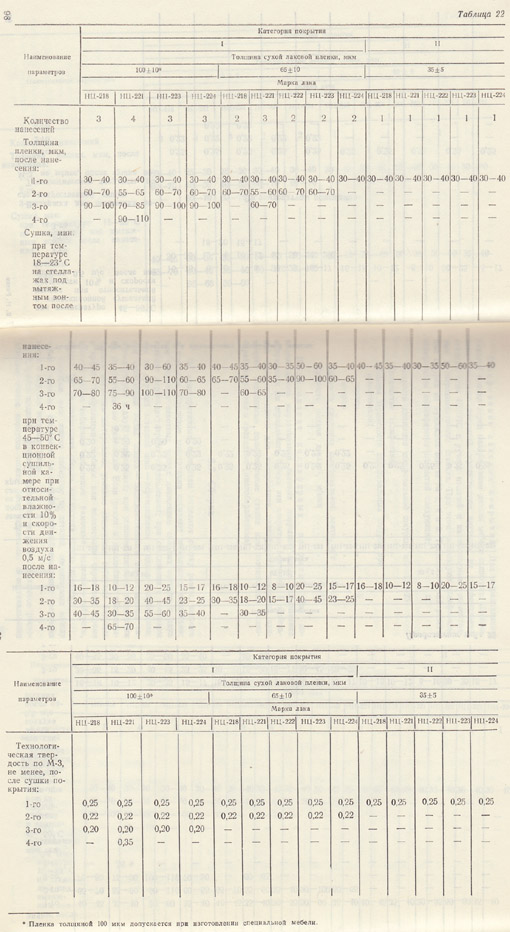
Режимы сушки покрытий нитроцеллюлозными лаками методом налива и методом пневматического распыления приведены в табл. 21 п 22 соответственно.
 Шлифование лаковых покрытий
Шлифование лаковых покрытий. Для выравнивания лаковой пленки перед полированием детали мебели шлифуют. Шлифование
лаковых покрытий осуществляют вручную, на шлифовальных станках типа ШЛПС с ручной подачей и на проходных узколенточных и широколенточных станках.
При этом используют шлифовальные шкурки на бумажной основе № 5, 4 и 3. Технологический режим шлифования полиэфирных покрытий следующий:
- Скорость движения шлифовальной шкурки, м/с...22—25
- Количество шлифований...2
- Номера зернистости шлифовальных шкурок при шлифовании:
- первом...4 и 5
- втором...3
- Скорость движения шлифовальной ленты, м/с...18—20
- Скорость подачи деталей, м/мин...4—12
Полирование полиэфирных покрытий. Для дополнительного выравнивания лаковых покрытий после шлифования и придания им
зеркального блеска эти покрытия полируют. В мебельной промышленности для полирования полиэфирных покрытий применяют барабанные полировальные станки
как позиционные (однобарабанные), так и проходные (многобарабанные).
-----------------------------
|